About Us
Yixing Success Technical Ceramic company based on Jiangsu China, we are a company very focusing on the high-tech ceramic manufacturing and developing. Depending on our professional design ability, and by using the high-purity raw material, stable sintering process and precision grinding technology, we offer the high quality products and service to customer.
Our key principles
We respect to your inquiry.
We offer the high quality product.
We care about the after-sales service.
We aspire to be your long-time business partner.
Ceramic powder preparation and Ceramic pressing/forming
Understanding how raw powder contributes to final properties of fired ceramics is key to Providing component that meet the challenges of your application.
According your component requirement, there are several basis forming methods such as CIP, dry Press, High-pressure injection.
Isostatic Pressing is the use of force pressures of equal proportion from all directions. Iso-pressing is commonly used to form complex ID configurations by compressing powder around a pin.
Dry Pressing utilizes steel or carbide tooling that creates a "net or near net" shape. By filling the tool with powder and applying uniaxial pressures to compress the powder.
The above forming methods can also be used to make "blanks" for further processing. This leads to the next step, Green Machining
High-pressure injection Molding of ceramics is also similar to the processes used for other materials. Injection molding is used mainly for very intricate or high volume components. The cost for injection mold tooling is expensive but when amortized across high volumes it can mean a lower per part cost.
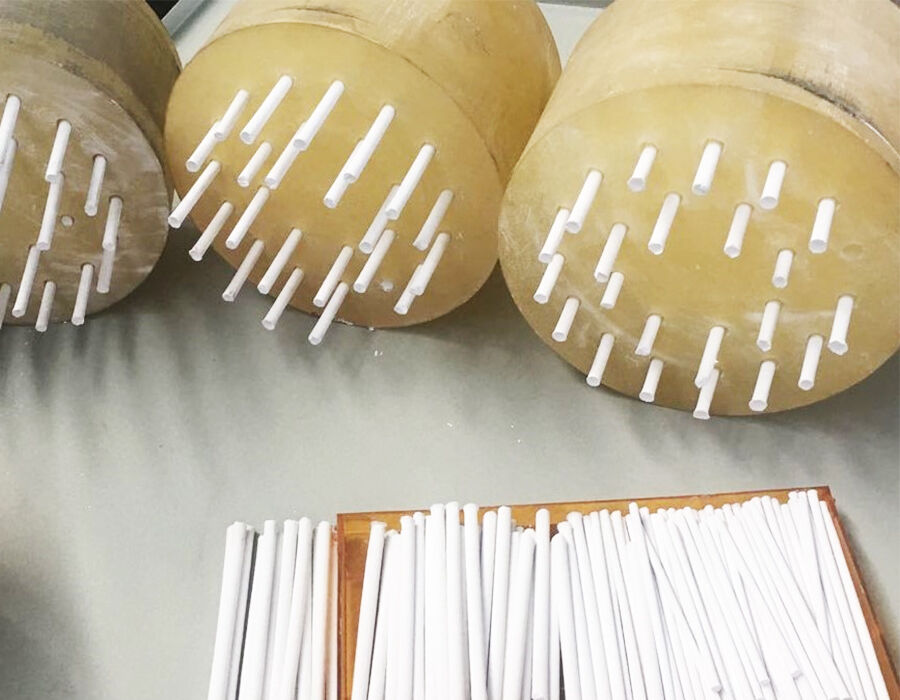
Ceramics green machining
The machining of a ceramic in the unfired state is called green machining. In order to minimize the grinding addition green machining ceramic before sintering is a economical process.
Sintered ceramic are very hard and therefore their machining is an expensive, difficult and time consuming process. Ceramic parts may be effectively machined before the final sintering stage either in the green compact state.
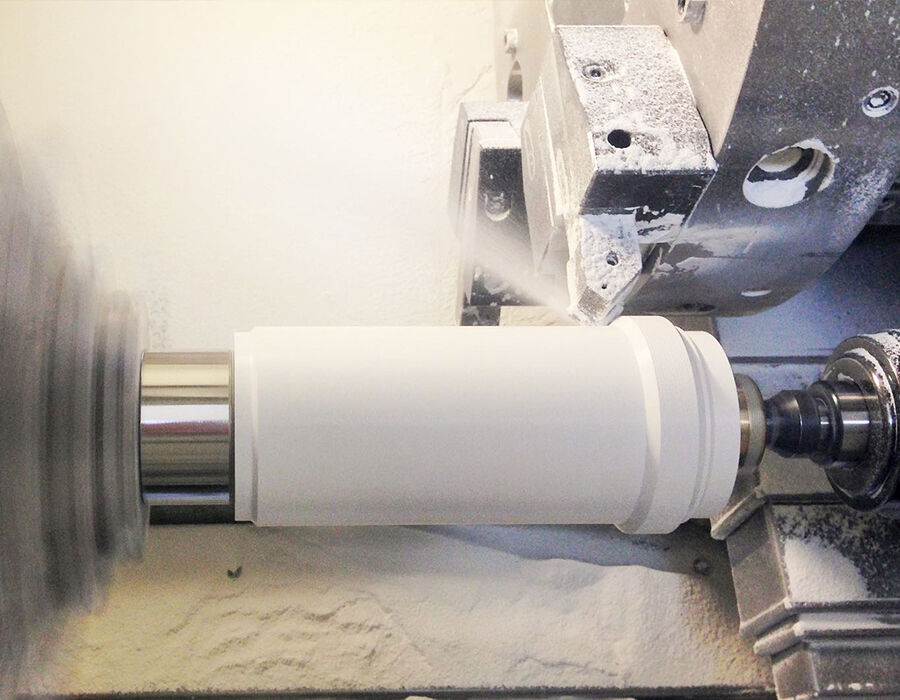
Green machining of ceramics is done whenever possible since the machining of ceramics after firing is very costly. The machining centers found in our plant are very similar to those found in standard machine shops:CNC mills, and CNC lathes drilling equipment, cut-off saws, surface grinders, rotary grinders, as well as many machines that have been custom made in-house. However, the extremely abrasive nature of ceramics requires the use of carbide and PCD tools and abrasive wheels, even self-made ceramic tools.
After Green Machining, parts are ready to enter the firing process.

Ceramic firing
In order for ceramic to be hard and dense, they must be "sintered", or fired to high temperatures for prolonged periods of time in gas or electric kilns. Typical firing temperatures for alumina, mullite, and zirconia reach 1600 °C - 1700 °C. Typical firing cycles can range from 12 - 120 hours depending upon the kiln type and product. Ceramics shrink approximately 20% during the sintering process. Non-uniform shrinkage as a result of standard forming and machining processes can cause deformation of the ceramic. Our experience and knowledge of ceramic processing allows us to utilize specific machining and firing methods to help limit these effects.
After Firing, ceramic materials often undergo several additional operations.
Ceramic grinding and cleaning
Diamond tool for grinding is the key process to meet the drawing requirement which is our strength. After grinding quality checking and cleaning is must be done before shipping.
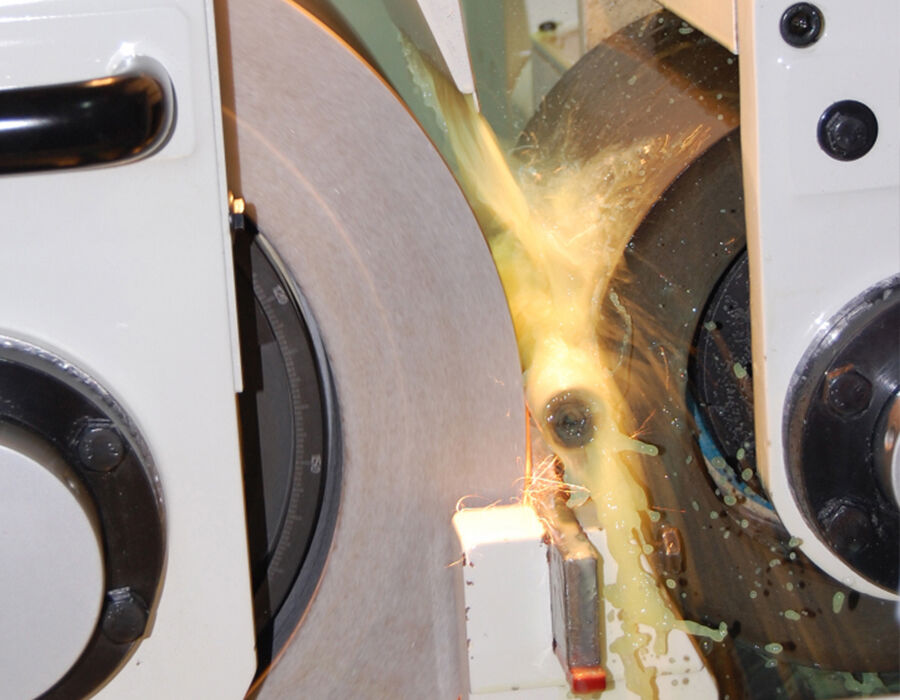
Grinding is the most widely used method of machining of ceramics in the sintered state.
Grinding operation involves rotating abrasive wheel removing the material from the surface of the work piece. The grinding zone is continuously flushed with a fluid coolant, which cross the grinding zone, lubricates the contact between the wheel and the part surface, remove the micro-chips produced in the grinding process.
Diamond Grinding may be required to achieve tight tolerances, and surface finishes. At this stage ceramic can only be machined with diamonds, so tooling can be costly. Standard machine shop equipment can be modified with diamond plated or impregnated wheels, drills and assorted tools, as well as necessary recirculating and filtered coolant systems.
Why Choose Us

Reliable quality
All our products are always strictly inspected for their quality and construction specifications, on request we can also provide third party quality inspection services and reports.
High performance ceramics advantages
1. Electrical insulation.
2. Low weight design.
3. Wear resistance and hardness.
4. High mechanical strength.
5. High temperature resistance.
6. Thermal shock resistance.
7. Chemical resistance.
8. Food safe.
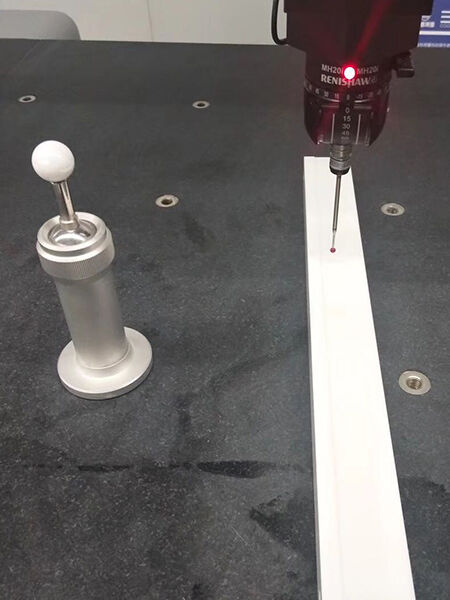
After sale
From the selection of mills with high-quality products to professional quality inspections and timely shipping, we will be there every step of the way.
Inspection